W firmie STARPOL wykorzystujemy m.in.: technologię zgrzewania ultradźwiękowego, która umożliwia uzyskanie wyjątkowo trwałych, metalicznych połączeń przewodów bez użycia topników, cyny czy lutowia. Energia drgań akustycznych zamieniana jest w ciepło tarcia, dzięki czemu powstaje czyste, stabilne elektrycznie i odporne mechanicznie połączenie.
To proces preferowany wszędzie tam, gdzie kluczowe są:
- niska rezystancja kontaktu,
- stabilność parametrów elektrycznych,
- wysoka powtarzalność,
- pełna kontrola jakości.
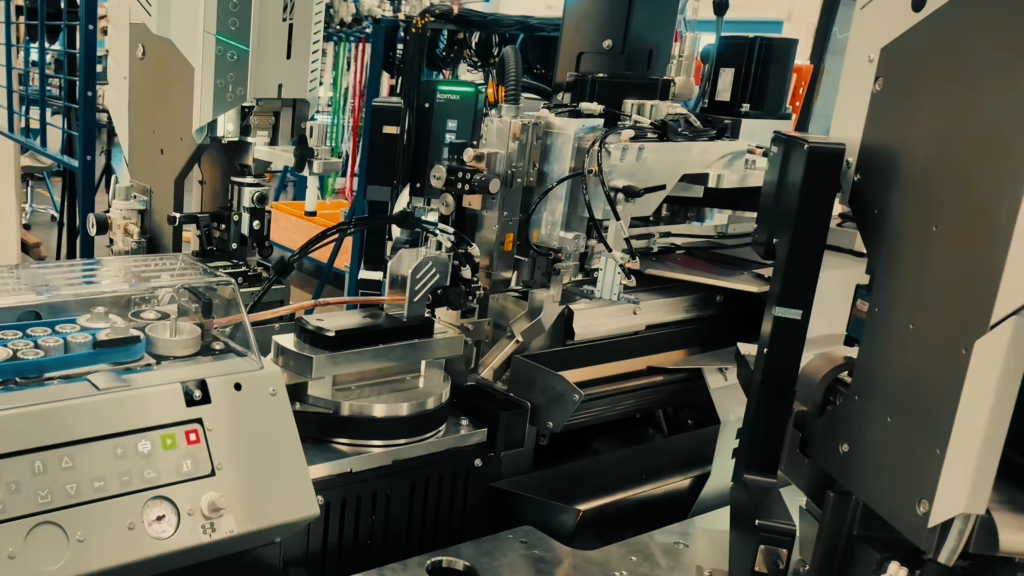
Zgrzewanie ultradźwiękowe realizujemy na maszynach Branson i Sonobond, należących do światowej klasy urządzeń dla przemysłu motoryzacyjnego, elektronicznego i AGD.
Zalety i zastosowania technologii
Niska rezystancja
Połączenie pozbawione wtrąceń i zanieczyszczeń zapewnia wyjątkowo niską rezystancję – parametry stabilne nawet po tysiącach cykli pracy.
Wysoka trwałość mechaniczna
Brak lutowia i topników eliminuje ryzyko pęknięć oraz utlenienia. Zgrzewy są odporne na drgania, wibracje i zmęczenie materiału.
Powtarzalność procesu
Kontrolowana amplituda, czas i siła docisku gwarantują jednorodność każdej partii produkcyjnej. Pełna dokumentacja i archiwizacja parametrów umożliwiają prześledzenie procesu dla każdej wiązki.
Jak realizujemy proces zgrzewania
W naszym parku maszynowym wykorzystujemy zgrzewarki ultradźwiękowe o precyzyjnie konfigurowanych parametrach, dostosowanych do:
- rodzaju przewodnika (Cu, Cu tinned),
- konstrukcji linki,
- przekroju – od małych przewodów po wiązki do 40 mm².
Nasze zgrzewarki ultradźwiękowe
🔹 Branson 2032S
Zaawansowana zgrzewarka przeznaczona do dużych przekrojów oraz połączeń wielożyłowych.
Możliwości:
- programowa regulacja amplitudy i siły docisku,
- stabilność procesu nawet przy dużych wiązkach,
- pełny zapis parametrów dla każdej operacji.
🔹 Sonobond WS 2026
Kompaktowe urządzenie do precyzyjnego łączenia przewodów i linek miedzianych o małych przekrojach.
Zalety:
- wysoka powtarzalność,
- pełna kontrola czasu, ciśnienia i energii zgrzewu,
- idealne dla elektroniki, automotive i sprzętu AGD.
Kontrola parametrów zgrzewania
Proces realizujemy w oparciu o stałe parametry nadzorowane cyfrowo:
- Częstotliwość: 20–40 kHz
- Siła docisku: regulowana zależnie od przekroju
- Czas zgrzewu: 0,1–1,5 s
- Powierzchnia zgrzewu: do 40 mm²
- Pełna dokumentacja parametrów
- Integracja z ESD/EPA w strefach wrażliwych
Kontrola jakości zgrzewów
Każdy zgrzew przechodzi wieloetapową kontrolę jakości:
✔ Pomiary rezystancji
Potwierdzają poprawne zespolenie przewodów.
✔ Analiza geometrii zgrzewu
Sprawdzamy kształt, wysokość i jednorodność połączenia.
✔ Próby odrywania (pull test)
Badania wytrzymałościowe realizowane zgodnie z wymaganiami klienta.
✔ Inspekcja mikroskopowa przekroju
Laboratorium jakości STARPOL analizuje próbki pod kątem zwartości, pęknięć i pełnego połączenia ziarna.
Powiązane procesy
- Zakuwanie konektorów – prasy pneumatyczne i hydrauliczne
- Pobielanie i lutowanie – stanowiska ręczne i automaty
- IDC – szybkie połączenia bez odizolowania przewodów
Zleć nam zgrzewanie ultradźwiękowe
Realizujemy zlecenia od prototypów po pełne serie produkcyjne, zapewniając:
- wsparcie technologiczne,
- dobór parametrów,
- dokumentację jakościową,
- pełną zgodność z normami ISO 9001 i ISO 14001.
Masz dokumentację przewodów lub wymagania projektowe?
Prześlij ją do nas – przygotujemy ofertę i dobierzemy parametry procesu.